Not All ZVI is Created Equal: How the Manufacturing Process Can Impact Project Outcomes
By: Eliot CooperIn the remediation industry, iron is not just iron: manufacturing, storage, design, size and application affect how a zero valent iron (ZVI) particle will react. When a remedy is designed without accounting for these variances, it creates the potential for cost overruns and less-than-optimal results.
In this blog post, we’ll talk about how different ZVI manufacturing processes affect the resulting amendments, so you’ll be able to select the one most appropriate for your site conditions.
- If you'd like to learn about the basics, read our blog, ZVI 101: What is ZVI Emplacement and How does it Work?
- If your interested in more read, What you Need to Know about Distributing Colloidal ZVI in High-K Transmissive Zones.
Why does the ZVI manufacturing process matter?
ZVI creates and maintains very low oxidation reduction potential (ORP) conditions, while simultaneously providing buffering capacity to maintain a neutral pH level. The high surface area, along with being a material totally devoid of oil or grease, promotes higher electron fluxes and slower surface passivation. These characteristics are true of all ZVI, but manufacturing processes can alter them. Some processes may create more surface area, and others may change the hydraulic conductivity or iron content of the amendment.
These differences can impact the efficacy of your remediation strategy, which is why it’s important to understand the basics about each manufacturing process.
What are the different ZVI manufacturing processes?
Companies worldwide have spent billions of dollars learning how to manipulate ZVI particles for different industries. A majority of ZVI is manufactured by four processes:
- Conventional regrind
- Atomized iron
- Sponge iron
- Electrolytic iron
The wide variations in these processes results in differences in the appearance and performance of the ZVI, such:
- Size and distribution
- Hydraulic conductivity and porosity
- Iron content and contamination
- Surface area and morphology
- Reactivity
- Longevity
- Application
Let’s talk about the characteristics of the ZVI produced by each manufacturing process.
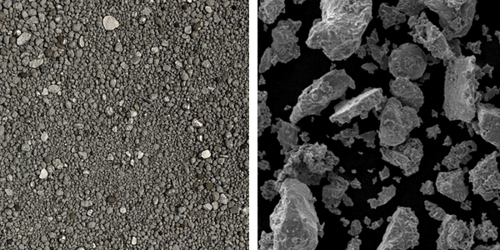
Conventional Regrind
When ZVI is manufactured using this process, the resulting amendment characteristics include:
- Flat with minimal pits or pores
- Typical surface area of 0.02 – 0.04 m2/g
- Porosity 0.46 to 0.58
- Hydraulic Conductivity 0.001 to 0.2 cm/sec
- Typical ZVI Content of 85-95%
- Grease/oil and foreign metal contamination
- Variation dependent on source material
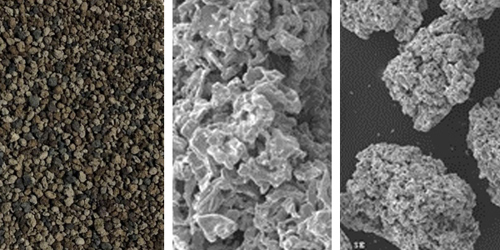
Atomized Iron
When ZVI is produced using this method, the characteristics include:
- Typical surface area of 0.08 – 0.2 m2/g
- Porosity 0.5 to 0.65
- Hydraulic Conductivity0.1 to 0.2 cm/sec
- High Iron Content, >95%
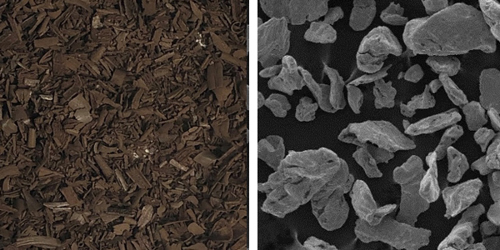
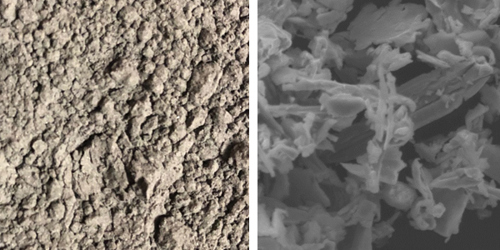
Sponge Iron
When the sponge iron manufacturing method is utilized, the ZVI produced has characteristics including:
- Tightly inter-wound microstructures and micro-flakes
- Sponge iron media microstructure has more void volumes
- Typical surface area of 0.2 – 0.4 m2/g
- Porosity 0.69 to 0.72
- Hydraulic Conductivity 0.2 to 0.4 cm/sec
- High Iron Content, >98%
Electrolytic Iron
With this manufacturing process, the ZVI has characteristics including:
- Specifically derived from chemical electrolysis of iron compounds, assuring the highest purity ‘food-grade’ products available anywhere in the world
- Complex surface morphology with fibers and sharp edges
- EI has surface area values between of 2.1 – 4.5 m2/g
- Ultra-High Iron Content of >99.9%
ZVI REMEDIATION RESOURCES
Hopefully this information helps you better understand the difference manufacturing can make in your ZVI amendment, and what you need to consider to optimize project outcomes.
Have questions now? You can always email me at [email protected].
ABOUT THE AUTHOR

Eliot Cooper
Vice President, Technology
[email protected]
Eliot Cooper is the Vice President of Technology and Business Development. In this role, he helps clients design efficient and cost-effective remedies using high resolution site characterization (HRSC) and a vast array of remediation options. His specialty is finding the right combination of tools and technologies for complex sites, and ensuring every step of the remediation process is optimized to achieve results.
Eliot draws on a career that spans more than 30 years in the environmental remediation industry and includes hundreds of projects nationwide. He’s remediated sites that involved hex chrome, fuel spills, and chlorinated solvents. He specializes in injected remedy delivery, remediation design support, characterization of VOCs, and tackling complex sites by combining multiple remediation technologies.
Eliot previously served at the Environmental Protection Agency in both air pollution and hazardous waste management programs, as well as in the private sector providing thermal combustion and in situ remediation field services. Eliot now leads Cascade's in situ remediation solutions team to evaluate available technologies to meet client goals, provide advanced delivery techniques, and ensure HRSC results in actionable solutions.
Join our newsletter

A bimonthly email with the latest expert insights in drilling and remediation